Fertigungsverfahren
Fiberglas Technik wendet bei der Herstellung von Formteilen unterschiedlichen Methoden an.
Es werden Polyester-, Vinylester- und Epoxidharze in div. Qualitäten für die Kunden-spezifischen Anwendungen und Anforderungen verarbeitet.
Handlaminieren
Dieses Verfahren ist vor allen Dingen für Kleinserien, aber auch für großformatige und geometrisch aufwändige Formteile geeignet. Nach Auftragen und Aushärten einer Deckschicht werden die Fasern zum Laminieren in Form von Matten oder Geweben in die Form gelegt und mit Harz getränkt. Nach jeder Lage wird eingeschlossene Luft durch Ausrollen entfernt. Nach dem Aushärten bei Raumtemperatur werden die Teile entformt und nachbearbeitet.


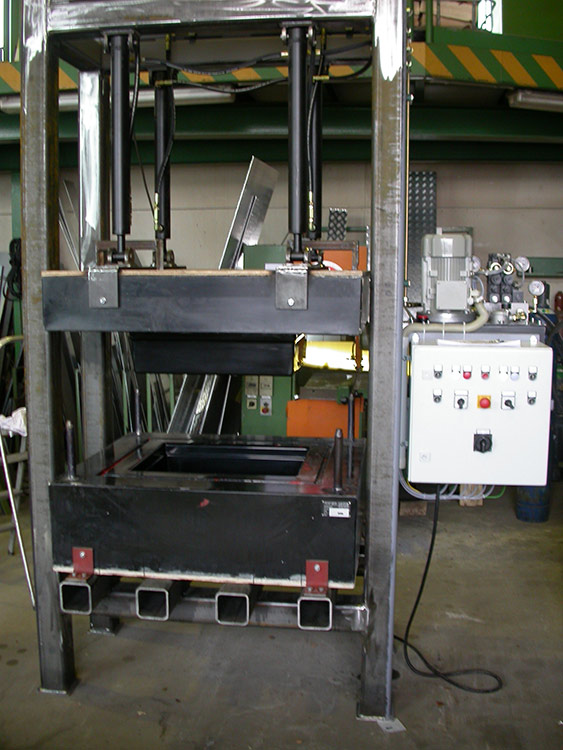
Pressverfahren
Das am häufigsten eingesetzte Verfahren bei der Herstellung von GFK-Formteilen in Mittel- und Großserie. Mattenzuschnitte werden in das Werkzeug gelegt und mit dem aktivierten Harz übergossen. Unter dem Druck des sich schließenden Formwerkzeugoberteils verteilt sich das Harz in der Form und durchtränkt die Fasern.


Vakuum Injektionsverfahren
Unterschiedlichen Injektionsverfahren ermöglichen hohe Faseranteile und entsprechend hohe Festigkeiten. Weitere Vorteile des geschlossenen Verfahrens sind die emissionsarme Verarbeitung. Die Glasfasern werden trocken in die Form eingelegt. Unter Einfluss eines Druckgefälles wird Harz in das vorbereitete Verstärkungsmaterial durch Vakuum injiziert.


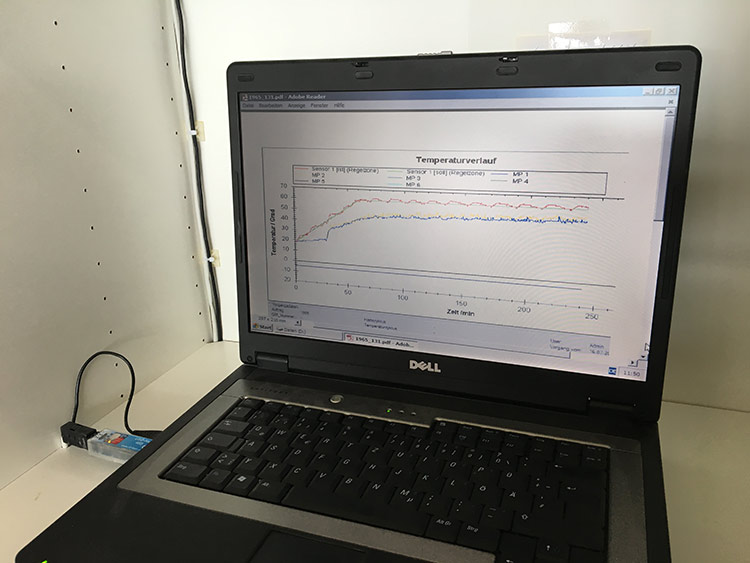
Wärmebehandlung und Nachhärtung von GFK Bauteilen, Verarbeitung von Preppregs
In unserem 7,25 Meter langen Temperofen mit etwa 35 m³ Fassungsvermögen können wir auch größte Bauteile bei bis zu 110 Grad Wärmebehandeln, um diese auszuhärten. Unser Ofen ist mit modernster Messtechnik ausgestattet und mit Hilfe von div. Messfühlern auch an Bauteilen können auf das Grad genaue Härtekurven gefahren werden und protokoliert werden. Gerade bei der Verarbeitung von Epoxidharzen und Preppregs ist eine Wärme-behandlung meist zwingend erforderlich. Auch ist eine Wärmebehandlung von Polyesterteilen nachträglich sehr empfehlenswert um Geruchsbildung von Reststyrol zu minimieren.